
生物發酵制藥行業是我國國民經濟的重要組成部分,主要產品為抗生素和維生素及其衍生物等。目前,我國抗感染類產品中80%為生物發酵類抗生素,同時我國還是世界上最大的維生素類藥品的生產國與出口國。生物發酵制藥行業快速發展的同時,其生產過程中產生的揮發性有機物(volatile organic compounds ,VOCs)和異味帶來的人體健康風險和生態環境污染也日益受到關注。
VOCs是指有光化學反應活性的有機化合物[4],而異味是指一切刺激嗅覺器官并引起人們不愉快及損害生活環境的氣體物質[5,6]。因此,從污染物成分上看,VOCs與異味污染存在交叉重疊,即大部分VOCs有異味,而異味物質還包括H2S和NH3等無機物。有研究表明,VOCs與異味污染物一般具有較強的刺激性和毒性,部分表現出致畸、致癌和致突變作用,在大氣光化學反應作用下可生成O3和二次有機氣溶膠(SOA)等污染物,引起光化學煙霧和灰霾等環境問題,導致區域大氣復合污染。由于存在多種生化反應和純化學合成反應過程,生物發酵制藥在不同產品、不同階段、不同工況下排放廢氣的種類和濃度變化較大。有研究指出,生物發酵制藥是制藥行業中VOCs 和異味排放種類最多、濃度最大的一類。然而,國內外有關污染物污染特征和治理技術的基礎研究均明顯不足,使得VOCs和異味排放問題成為很多發酵制藥企業久治不愈的環保難題,甚至造成企業面臨不得不搬遷甚至關停的情況。
“十三五”規劃綱要中要求重點區域、重點行業排放的揮發性有機物總量下降10%以上。發酵類原料藥生產作為制藥行業污染防治的重點,“十三五”規劃綱要的出臺標志著對其排放VOCs和異味等大氣污染物的防治工作提升到了一個新的水平,但由于在治理手段方面仍有許多技術瓶頸,亟需進行更深入的基礎研究和技術研發以推動有關領域的發展。因此,本文將針對生物發酵制藥行業VOCs和異味污染問題,在總結分析污染特征的已有認識基礎上,歸納適用于生物發酵制藥行業的廢氣末端治理技術,強調應形成“源頭-過程-末端-管理”系統的VOCs及異味治理技術思路,以期為生物發酵制藥企業制定VOCs和異味污染控制政策,改善環境空氣質量提供思路和參考。
1 VOCs和異味的污染特征
生物發酵制藥是指通過微生物發酵的方法生產抗生素和其他的活性成分,不同產品的生產工藝大體相似,一般可以分為發酵和提取兩個階段,其中發酵階段包括高溫滅菌和發酵呼吸兩種工況,提取階段包括固液分離、提煉純化、精制和干燥等步驟。因此,生物發酵制藥的主要VOCs和異味污染源為發酵尾氣、提取廢氣、污水處理站廢氣以及菌渣等固廢廢氣。限于發酵制藥現有的工藝水平,原料與產量的比值高達200/1,其中相當一部分原料以VOCs和異味物質的形式排放消耗。有研究表明,發酵制藥廢氣排放總量的95%以上(質量分數)來自于含有機溶劑的提取廢氣,而發酵尾氣的異味和污水處理站的臭味則是造成企業因廢氣污染受到民眾投訴的主要原因。
1.1 發酵階段VOCs 和異味的污染特征
發酵過程中,原料中的蛋白質、氨基酸在微生物的作用下發生脫羧和脫氨產生異臭味,其臭氣濃度一般在5000~7500 之間[18]。此外,發酵菌種代謝產物也可能具有特殊氣味。發酵尾氣中多種氣味混合后,導致尾氣的異味特征非常復雜,形成特殊的“發酵味”。不同發酵制藥產品的發酵尾氣氣味有顯著不同,例如,硫氰酸紅霉素的發酵尾氣有明顯的霉味和苦澀味,維生素C 的發酵尾氣帶有酸味,而維生素B的發酵尾氣則有明顯的甜味等。
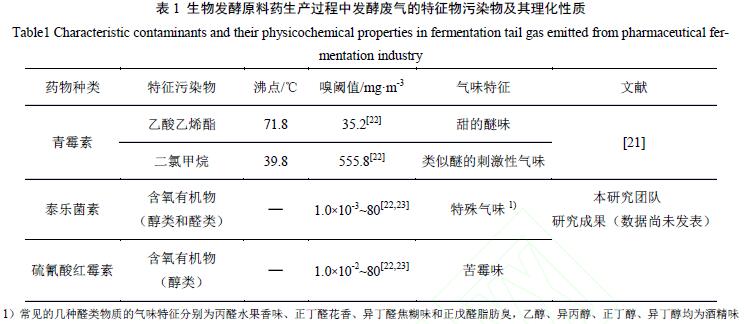
據報道,青霉素發酵尾氣中VOCs 種類和濃度在升溫、保壓、降溫和發酵(呼吸)這4 個階段中有較大差異,總體來看,氯代烴類所占比例最大(24.6%~78.8%),其次是酯類(11.2%~52.4%),這兩類物質占TVOCs 含量的90%以上;其中升溫階段VOCs 含量最高(5416.4 mg•m-3),其次是降溫階段(1099.6 mg•m-3),發酵階段VOCs含量最低(202.0 mg•m-3),均超過地方有關標準(DB13/2208-2015)[20]2~90 倍。這是由于滅菌階段處于高溫環境,有利于有機溶劑的揮發。此外,在滅菌階段和發酵階段的尾氣中均檢測到高濃度的乙酸乙烯酯、三氟三氯乙烷、二氯四氟乙烷、二氯乙烯,但這些高濃度污染物的來源、成因和異味貢獻仍不明確。天津某生物發酵制藥企業發酵塔排放尾氣中主要的污染物為烷烴和含氧有機物,其中戊烷、丙酮和乙醇占總質量濃度的50.6%,乙醇的質量濃度百分比高達22.1%,發酵塔排氣口的臭氣濃度超過6000。表1總結了青霉素、泰樂菌素和硫氰酸紅霉素發酵廢氣中的特征污染物及其理化性質。
1.2 提取階段VOCs和異味的污染特征
提取指的是發酵液的預處理、固液分離,以及后續的產品精制純化等過程。提取廢氣的少部分來自于裝置排放的有組織工藝廢氣,可能是連續的,也可能是間歇的;大部分來自于非密閉式工藝過程中的無組織、間歇式的排放,這部分廢氣通過蒸發、吹掃和噴濺等方式逸散到大氣中。提取廢氣是制藥企業主要的VOCs 污染源,具有物質濃度高、收集難度大等特征。
據報道,青霉素結晶工序、干燥工序和結晶車間可監測到至少62種VOCs,其中結晶工序產生的污染物種類最多(55 種),TVOCs濃度范圍為29.6~446.7 mg•m-3,干燥工序和結晶車間排氣口處TVOC濃度相對較低,分別為8.5~14.3mg•m-3 和3.0~11.6mg•m-3。乙酸丁酯、正丁醇和丙酮作為青霉素提取階段的原料,在各工序排放尾氣中均能檢測到,且各監測點污染物濃度波動范圍較大,種類復雜,這是由于所有的化學反應不可能完全進行。此外,VOCs在氣相降解過程中與•OH、SO2、氮氧化物等均會發生反應,進而產生二次污染物。Jenkin 等提出的MCM(master chemical mechanism)模型表明,乙酸丁酯和正丁醇在氣相降解過程中涉及100多種物質,這也進一步解釋了青霉素提取過程中VOCs和異味物質種類繁多的原因。
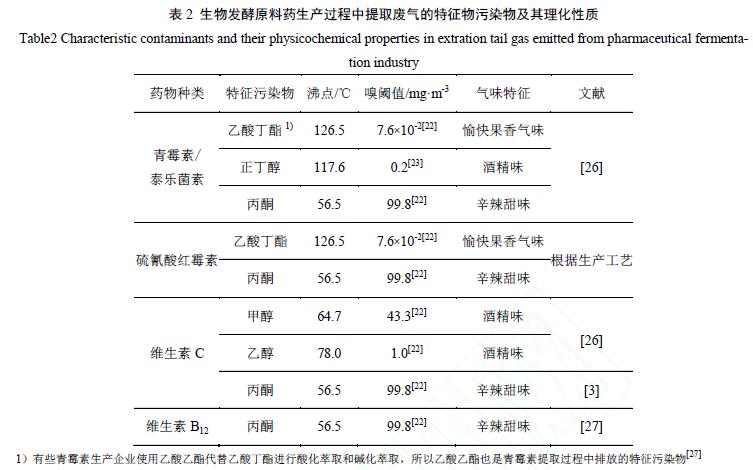
乙酸丁酯、正丙醇和丙酮等有機溶劑是青霉素、紅霉素和四環素等抗生素提取過程常用的溶媒,通過調研分析,這些藥企周邊環境空氣檢出率最高、檢出濃度最大的污染物基本上是提取階段使用的酯類、醇類和酮類等有機溶劑。雖然這些含氧有機物的嗅閾值與硫化物、醛類和有機酸類物質相比較高,但當濃度較高時仍對人體有較大刺激性。例如,乙酸丁酯為水果香味、嗅閾值為0.076mg•m-3,正丙醇為酒精味、嗅閾值為0.23 mg•m-3,丙酮為辛辣甜味、嗅閾值為99.8mg•m-3,而醛類和有機酸類的嗅閾值一般在0.05mg•m-3 以下。表2 總結了青霉素、泰樂菌素、硫氰酸紅霉素、維生素C 和維生素B12提取廢氣的特征污染物及其理化性質。
1.3 污水處理站和菌渣處理階段VOCs和異味的污染特征
污水處理站產生的廢氣以無組織排放為主,VOCs和異味物質種類較多,異臭味污染較為嚴重。其中污水處理設施產生的VOCs 和異味主要來自于生化處理(尤其是厭氧)過程中有機物分解產生的硫化氫、氨、有機硫化物和有機酸等,以及廢水中有機溶劑等污染物的揮發釋放。另外,污泥濃縮、脫水等處理系統也會有異味產生。
污水處理站產生的廢氣與廢水處理工藝和運行工況密切相關,各處理單元產生的VOCs和異味在種類和濃度上存在極大差異。據報道,某維生素C 生產企業的污水處理站采用預處理+UASB/IC+SBR工藝,其污水處理能力為2.2萬m3•d-1,各處理單元環境空氣中共檢測到32 種VOCs,其中沉砂池檢測到的污染物種類最多,為25種,SBR池僅檢測到19種;TVOCs濃度范圍為1.0~32.1mg•m-3,主要的污染物是氯代烴類和酮類,分別占監測總量的6.4%~55.8%和10.4%~58.1%,其中沉砂池是整個廢水處理系統VOCs源強最大的單元。上述作者分析,這是由于污水中含有大量菌絲體、蛋白質、殘留的營養物質以及生物成的代謝產物,造成沉砂池有機物濃度較高,沉砂池為半密閉狀態,劇烈的曝氣作用使大量的VOCs和異味逸散,此外,表面揮發作用也能夠加劇沉砂池VOCs和異味的排放。
菌渣是發酵制藥產生的主要固廢,主要成分是微生物菌絲體,代謝產物以及未利用完的有機物、無機鹽等。據統計,每生產1t發酵類抗生素原料藥將產生8~10t的新鮮菌渣(含水率約為70%),我國每年的發酵類抗生素制藥菌渣產量在160~210 萬t 左右。在高溫和長期貯存的條件下,廢渣會進行發酵,產生臭味。例如,新鮮青霉素菌渣的初始狀態為灰黃色、無味,二次發酵后,固體會自溶變稀,發出惡臭味,并產生大量的NH3。因此,菌渣的存放和處置是發酵制藥企業在異味治理和精細化管理上需要進一步改進完善的內容之一。
2 VOCs和異味的末端治理技術
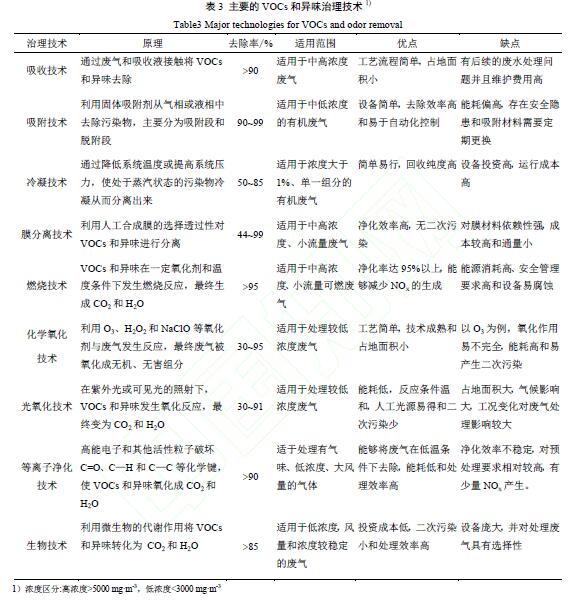
現有的VOCs處理技術可應用于生物發酵制藥廢氣的末端治理,包括吸收、吸附、冷凝和膜分離等回收技術以及高溫燃燒、化學氧化、光催化、等離子和生物技術等消除技術。有關技術的概念、原理和適用慮廢氣的污染特征,進行有針對性的選擇和設計,尤其是發酵制藥廢氣的VOCs和異味物質成分復雜,而且不同成分的物理和化學性質相差較大,單一的某種技術難以實現污染物的有效凈化,因此,多種技術的聯合運用已經成為目前發酵制藥行業VOCs和異味治理的重要發展方向之一。
2.1 發酵階段VOCs和異味的末端治理技術
根據發酵尾氣的污染特征,一般沒有必要進行物質回收,因此發酵尾氣的末端治理以污染物的消除為主。由于抗生素發酵尾氣可能帶出抗生素活性物質以及氣量較大,目前還未有利用生物法處理的報道和成功的工程案例。主流的末端治理技術包括化學氧化、吸收吸附、光催化氧化和高溫氧化等,其中化學氧化又包括利用臭氧、液相氧化劑等的常溫氧化和催化氧化。
據報道,西安利君制藥采用“臭氧-UV-噴淋”組合工藝對紅霉素發酵尾氣進行處理,即旋風分離后的發酵尾氣首先通入臭氧進行一級氧化,之后進行紫外光光氧化,最后經氧化噴淋和吸收噴淋后排放。利用手持式檢測器對處理前后的污染情況進行分析,VOCs 和CH4 的凈化效率分別為79.7%和73.8%,出口H2S的濃度低于儀器檢出限,并且發酵生產車間周圍已沒有“苦澀味”,發酵尾氣達到了無氣味排放的要求。
然而,本研究團隊的研究結果表明(數據尚未發表),在多種發酵尾氣中通入臭氧的氧化除臭效果并不理想,主要是由于反應時間不足、臭氧氧化能力有限,并且臭氧如在后續噴淋吸收過程中不能很好去除,還可能造成二次污染,增加廢氣的臭氣濃度。因此,在將臭氧應用于發酵尾氣治理的過程中,必須組合其他工藝對處理后的尾氣進行妥善處理。
繼光氧化和等離子技術之后,“吸附濃縮+燃燒”組合工藝正逐漸成為VOCs 和異味治理的主流措施。某青霉素生產企業的發酵尾氣首先采用沸石轉輪吸附濃縮技術,其中改性Cu/NaY 型沸石分子篩作為吸附材料,單臺分子篩的處理氣量為3 萬 m3•h-1,總處理規模為12 萬 m3•h-1,脫附后的濃縮廢氣采用催化氧化技術進行處理。從VOCs去除的角度來看,吸附濃縮技術可以有效降低廢氣中的VOCs濃度,排氣口TVOCs 濃度從8.0 mg•m-3降至0.5 mg•m-3。值得注意的是,廢氣中檢出的24種污染物的去除率和濃縮倍數有較大差異,濃度較高的丙酮、二氯甲烷、乙酸乙酯和2-丁酮等有較好的凈化效果,而萘和氯苯等有機物的凈化和濃縮倍數都不理想。由于沸石分子篩為無機水合硅鋁酸鹽成分,對于含硫廢氣的處理效果并不好,若用于含硫廢氣的除臭仍需組合其他工藝。此外,由于發酵尾氣的相對濕度通常高于60%~80%,在進行吸附濃縮處理前需要采用過濾和除濕等前處理步驟。
2.2 提取階段VOCs和異味的末端治理技術
對于高濃度、組分簡單的提取廢氣,一般首先采用回收技術進行處理。冷凝技術作為簡單有效的回收方法之一,應用較多。例如,丙酮、甲醇和乙醇等有機溶媒廢氣在9、−5 和−15℃冷凝溫度下的減排效果隨著冷凝溫度降低,處理效果越好,三者在−15℃下的回收率均能達到90%以上。但該研究同時發現,即使廢氣冷卻到−15℃,尾氣中殘留的有機溶媒含量仍無法達到文獻中的排放要求。因此,低溫冷凝技術一般作為高濃度、組分簡單提取廢氣的前處理工序,廢氣的進一步處理還應配套吸附等后續工藝。例如,針對青霉素和土霉素生產企業在提取階段產生的乙酸乙酯和正丁醇,采用的組合工藝為“二級冷凝+活性炭吸附”。
當提取廢氣組分較復雜或回收成本過高、不具有回收價值時,可直接使用吸收法、化學氧化法和燃燒法等技術去除污染物。有研究表明,單純雙氧水、芬頓試劑、次氯酸鈉溶液對丙酮氣體的最大去除率可達85%以上,輔助15W 的UV 光照后能夠促進•OH的產生,3種氧化劑對丙酮的去除率均提高5%以上。并且丙酮經過雙氧水氧化后,尾氣中除未反應完的丙酮外,僅有乙酸生成,而芬頓試劑氧化后的中間產物為乙酸和乙二酸,次氯酸鈉溶液氧化后的中間產物為三氯甲烷[43,44]。
2.3 污水處理站和菌渣處理階段VOCs和異味的末端治理技術
制藥廢水處理過程中,水解酸化、厭氧消化等環節產生的含有甲烷的中、高濃度廢氣常采用化學氧化、燃燒的方法進行處理,好氧和沉淀等環節產生的低濃度廢氣主要是除臭的問題。噴淋吸收是污水處理站處理廢氣最常用并且較為經濟的處理方法之一,常與光氧化、等離子氧化和活性炭吸附等工藝組合,有比較好的除臭效果。含NH3廢氣一般采用水吸收和酸吸收兩種方法進行治理,常溫常壓下水噴淋對NH3的吸收效率可達到70%以上。
某生物發酵制藥企業針對水解酸化池和絮凝沉淀池等單元產生的高濃度廢氣建立了中試試驗,采用的處理工藝為“二級堿吸收+次氯酸鈉氧化”,其中氧化噴淋塔中有效氯濃度為0.2%。對處理前后氣體的監測結果表明,H2S和 NH3的處理效率分別為83.3%和86.3%,臭氣濃度也從進氣口8000降低為出氣口的3000。值得注意的是,工業級次氯酸鈉具有較大刺激性氣味,作為噴淋的最后一級使用時極有可能造成氣體出口的二次污染,因此應當后置水吸收或有其他有效處理工藝。
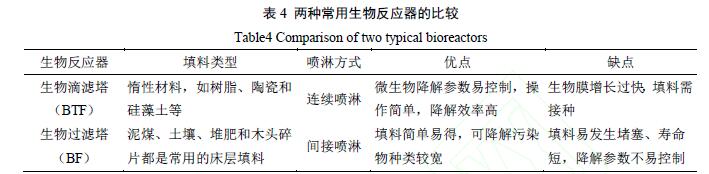
近年來,生物技術因投資少、性能可靠和二次污染小等特點被廣泛用于市政惡臭的處理,在制藥行業VOCs和異味治理上的應用也越來越廣泛。生物技術包括生物滴濾法、生物過濾法和生物洗滌法,其中,生物洗滌法一般只適合處理水溶性較好的氣體,如醇類和酮類,對于大部分水溶性較差的VOCs和異味的處理更多采用生物滴濾法和生物過濾法。生物滴濾法和生物過濾法在填料類型、噴淋方式的區別以及優缺點列于表4中。在某青霉素生產企業的污水處理站中,苯乙酸與H2S一起形成難聞的臭氣,廠區的多數工人對這種混合廢氣過敏,除此之外,這種廢氣還會腐蝕混凝土和金屬構筑物。當采用填充有ZX03型填料的生物滴濾塔處理時,在不同進氣濃度比例下,H2S的去除率均能夠保持在95%以上。此外,在生物滴濾塔后安裝一個活性炭吸附裝置能夠確保高濃度負荷情況下苯乙酸的有效去除,并且此方法對生物滴濾塔壓力損失小,可長期穩定運行。Balasubramanian 等在生物滴濾塔對單純甲醇、乙醇、丙酮、甲苯以及四者混合氣體去除效率的研究中表明,入口容積負荷(ILR)、空床停留時間和物質本身的性質均是影響去除效率的重要因素,此外,不同污染物間的競爭關系能夠造成混合氣體處理效率的降低,當處理混合氣體時,ILRmax 僅為240 g•(m3•h)-1,4 種污染物質分別進行處理時,ILRmax 能夠達到380 g•(m3•h)-1。生物過濾法處理某制藥廠污水處理站好氧池產生的較低濃度異味氣體的中試試驗表明,以脫硫芽孢桿菌為主的復合菌群對H2S及NH3的處理效果均較穩定,處理效率分別可達98.1%和95.1%。
菌渣和污泥等固體廢棄物普遍采用堆肥、焚燒、填埋等處置方式。發酵制藥菌渣中含有大量的有機物,普遍具有高蛋白、高能量的特點,若經合理處置去除殘留效價,可制作成有機肥料和飼料。例如,山東某阿維菌素制藥企業將菌渣制成飼料蛋白和肥料,每噸售賣價格為500元,不僅使資源得到了再利用,也取得了可觀的經濟效益和社會效益。菌渣制肥通常需要采用高溫干燥和造粒工藝,在這些過程中存在VOCs和異味釋放的問題。銀川某發酵制藥企業的復合肥生產線采用“二級噴淋+生物洗滌+電除霧+光氧化+低溫等離子體氧化”組合工藝處理制肥廢氣,廢氣量約為7 萬m3•h-1,雖然可以實現排口達標排放,但廠界臭氣濃度仍時有超標。河南省某制藥企業的抗生素菌渣干燥塔產生的廢氣采用“水膜除塵+堿液噴淋”處理工藝,可以實現排口煙塵、SO2、NOx、H2S和NH3等指標達標排放,處理氣量近15萬m3•h-1。
結論與展望
總的來說,發酵制藥行業產品種類繁多,生產工序復雜,原材料投入量大,許多原料和中間產物以VOCs 和異味的形式排放到環境中。目前,抗生素原料藥的生產主要集中在我國,因此,抗生素發酵尾氣污染特征及治理技術方面并沒有先進的國外經驗可以借鑒,而我國對發酵制藥過程中排放的VOCs和異味污染特征的基礎研究相對薄弱,有效治理技術的研究也相對落后,如果不能很好解決就會存在“建(搬)到哪里,污染到哪里”的問題。針對現有VOCs和異味治理上的普遍問題,構建高效的污染防控技術體系需要“科學-技術-管理”三步,通過實現“源頭削減、過程控制、末端處理、科學監管”的完整技術體系方法,才能進一步推進有關污染治理工作的成效。生物發酵制藥及其他行業的VOCs及異味污染防治工作,
未來應著重在以下四個方面進行更深入的研究。
3.1 優化生產工藝,源頭削減污染排放是VOCs 和異味污染治理的重要內容和首要任務。
發酵制藥行業VOCs和異味污染的產生和排放與生產工藝密不可分。生產企業做好做實環保,其實就是要做好自身的產業結構升級與調整,優先從生產工藝水平上下功夫,才能在污染治理上達到事半功倍的效果。發酵制藥生產過程中,從物料儲存、調和、投料到各種化學或生化反應過程中,以及廢水、固廢的集輸、儲存、處理和采樣等,都不可避免的產生VOCs及異味廢氣。因此,今后的廢氣治理應糾正過去“重末端、輕源頭”的認識錯誤,應做到以下兩點:首先,從源頭上減輕污染,例如減少高毒性、高VOCs含量的原輔材料使用,研發篩選更清潔的菌種、提高產率;其次,減少生產過程中VOCs和異味的泄露,除了推廣使用無泄漏、低泄漏設備,還可以借鑒石化行業中應用較多的泄漏檢測與修復技術(LDAR),該項技術不僅能夠降低企業物料損失,有效減少因泄露造成的VOCs 和異味排放,還可以提高工藝安全性和可靠性。
3.2 解析識別關鍵VOCs 和異味污染因子,是確定治理技術方案的核心科學問題。
深入開展針對生物發酵制藥行業VOCs和異味污染特征的基礎性研究,綜合考慮污染物的感官效應和健康風險,建立更科學、可靠、快速的污染物識別分析方法,形成針對特定產品和生產工藝的VOCs及異味關鍵污染物及污染特征識別的技術方法。在此基礎上,形成發酵制藥行業關鍵污染物清單,同時形成發酵制藥企業的污染源動態清單,從而建立快速、有效追溯VOCs和異味污染事故來源的方法。
3.3 針對污染特征篩選高效合理和經濟可行的技術是VOCs和異味污染治理的關鍵手段。
生物發酵制藥行業生產工序復雜,生產工藝操作條件的不同會導致廢氣物理參數(溫度、濕度)有較大差異,使得VOCs 和異味排放隨工況變化波動。此外,廢氣排放點一般較分散,一個企業往往有幾個到十幾個排放點,還有很多無組織排放點源,使得廢氣的廠界達標(尤其是臭氣濃度指標)排放具有一定難度。提高密閉收集效率不僅可以有效降低無組織逸散量和末端處理風量,更可以提高VOCs和異味物質的回收利用率。此外,進一步開發針對廢氣污染特征的新型處理工藝和新材料具有其必要性和市場價值。
3.4 先進完善的排放標準與技術規程是VOCs 與異味污染治理長效保持的保障。
我國現行的《惡臭污染物排放標準》自1993年制定實施以來,隨著我國經濟的發展以及民眾環保意識的提高,已越來越不能滿足環保監管工作的需求。于2017 年發布的《制藥工業大氣污染物排放標準》(征求意見稿)將VOCs 異味作為重點控制對象,給出了苯、甲醛和二氯甲烷等16種特征污染物的濃度和排放量限值,對臭氣濃度指標也提出了更高要求。各地方也已陸續公布或正在制定適合當地情況的地方排放標準,通過標準提升倒逼環保技術的發展。實際上,科學、完整的生物發酵制藥行業的VOCs和異味排放標準,在主控因子篩選上不僅要考慮污染物排放限值,還要考慮其對環境、健康方面的影響,從而避免忽略一些重要的污染物。例如,某發酵制藥企業排放尾氣中丙酮(183.2mg•m-3)、乙酸乙酯(91.2mg•m-3)和甲醇(4.6mg•m-3)濃度最高,而評價VOCs對臭氧生成貢獻的丙烯等效濃度中乙酸乙酯(49.9%)最大,其次為丙酮(13.6%)和二甲苯(12.3%),而在VOCs的健康風險評價中,苯和二氯甲烷的致癌風險值最大[11]。但由于分析檢測方法的不完善或是各地實際情況所限,多項指標可能還不能實施,實際工作中仍以非甲烷總烴和臭氣濃度作為VOCs和異味污染的監管指標。
此外,由于不同企業間在產品、工藝、管理水平上的差異,廢氣污染排放特點可能存在相當大的差異,為常規監管和制定合理的治理技術方案帶來一定難度。因此,企業或工業園區作為污染主體,應制定更切合自身情況的排放標準和污染防治技術規程,提高生產工藝水平的同時在管理水平上同步提高,推動生產與環保的良性循環,促進產業結構升級、幫助企業渡過陣痛期,才能實現企業的長遠和健康發展。
來源:《環境科學》
