
本文依托某噴漆企業有機廢氣治理工程,以非甲烷總烴為例,運行單因素試驗法,探討了進氣濃度、催化溫度和空速對催化性能的影響,為催化燃燒法處理有機廢氣的工藝設計和應用奠定基礎。
隨著國家工業化的快速發展,近年來人們對大氣環境質量越來越關注,以揮發性有機污染物為代表的大氣環境污染日趨嚴重,噴漆企業因使用溶劑型涂料和溶劑型稀釋劑而成為揮發性有機廢氣的主要排放源。由于有機廢氣存在易揮發、成分復雜、揮發性不同等特點,難以去除。催化燃燒法是熱破壞法處理VOCs的其中一種方法,其在遠低于直接燃燒溫度條件下處理低濃度的VOCs氣體,具有凈化效率高、無二次污染、能耗低的特點,是商業上處理VOCs 應用最有效的處理方法之一。
1 催化燃燒工藝原理
催化燃燒是典型的氣—固相催化反應,它在催化劑的作用下降低反應的活化能,使其在較低的起燃溫度250 ~ 350℃下進行無焰燃燒,在固體催化劑表面有機物質發生氧化,同時產生CO2 和H2O,并放出大量的熱量,因其氧化反應溫度低,所以大大地抑制了空氣中的N2形成高溫NOx。而且由于催化劑有選擇性催化作用,有可能限制燃料中含氮化合物的氧化過程,使其多數形成分子氮 。
2 催化燃燒工藝設計
本研究選取貴金屬鈀為催化劑、陶瓷填料為載體,配置催化燃燒裝置一套。主要研究在設計處理風量為2500m3/h、催化燃燒設計燃燒溫度為250℃、不同催化劑用量對VOCs去除效率的影響。
設計工藝流程如下圖所示:
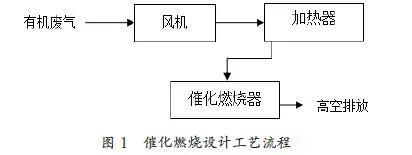
有機廢氣通過風機進入催化燃燒設備的旋轉四通閥,進而通過陶瓷材料填充層(底層)預熱達到催化氧化所設定的溫度后,這時其中部分污染物氧化分解;廢氣繼續通過加熱區升溫,并維持在設定溫度;其再進入催化層完成催化氧化反應,即反應生成CO2 和H2O,并釋放大量的熱量,以達到預期的處理效果。
3 催化性能影響因素分析
3.1 不同進氣濃度對催化性能的影響
以非甲烷總烴作為研究對象,其進氣濃度在150mg/L-300 mg/L 范圍內,設定進氣風量為2500m3/h、空速為10000h-1、催化溫度在250℃,用單因素試驗法,考察非甲烷總烴進氣濃度對催化性能的影響,試驗結果如圖2 所示。
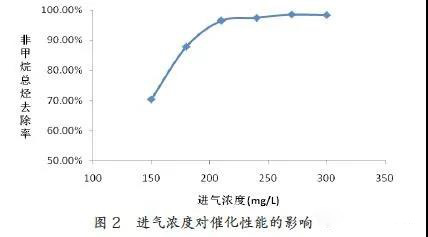
由上圖可知,非甲烷總烴的進氣濃度對催化性能有一定影響,當非甲烷總烴的進氣濃度低于200mg/L 時,其去除率不大于90%;當進氣濃度上升到200mg/L 以上其催化性能趨向穩定,去除率超過96%。原因可能是當進氣濃度較低時,過低的濃度在沒有添加助燃劑的情況下,燃燒不充分,只有當進氣濃度達到一定值,在設定的試驗條件下,催化燃燒反應充分,繼續加大進度濃度,催化性能變化幅度不大。
3.2 催化溫度對催化性能的影響
設定進氣風量為2500m3/h、空速為10000h-1、進氣濃度為210mg/L,使用單因素試驗法,考察不同催化溫度對催化性能的影響。具體試驗結果見圖3。
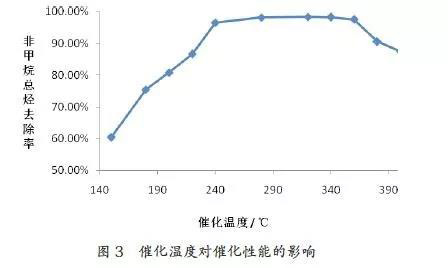
由上圖可見,非甲烷總烴的去除率隨著催化溫度的升高而增大,當催化溫度低于220℃時,非甲烷總烴去除率低于90%;當溫度上升到240℃ -350℃之間,其催化性能達到最佳,非甲烷總烴去除率保持在98% 左右;但350℃以后催化性能逐漸變弱。因此,在本設定的試驗條件下,最佳催化性能溫度參數為240℃ -350℃。
3.3 空速對催化性能的影響
空速在催化燃燒工藝設計是的一個重要參數,本節研究在進氣風量為2500m3/h、催化溫度為250℃、進氣濃度為210mg/L 的條件下,使用單因素試驗法,設定空速為10000h-1-50000h-1 之間,考察空速對催化性能的影響。
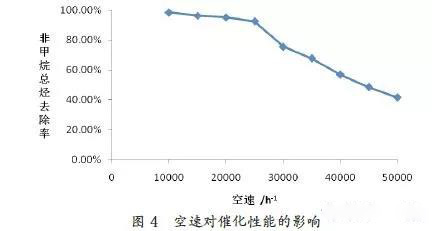
上圖表明,空速在10000h-1-25000h-1 內,對非甲烷總烴的去除率降幅不大;但當空速超過25000h-1 時,對催化性能的影響開始變大;空速為50000h-1 時非甲烷總烴去除率僅剩41.43%。原因主要是空速大,一部分催化燃燒器中的有機廢氣尚未與催化劑充分接觸即被帶離反應器,催化反應不充分,從而影響催化性能,造成低去除率的結果。
4 結論
(1)非甲烷總烴的進氣濃度對催化性能有一定影響,當進氣濃度達到一定值時,其催化性能趨向穩定,具有較好的催化效果。
(2)催化溫度對催化效果影響較大,非甲烷總烴的去除率隨著催化溫度的升高而變化,催化溫度過低和過高都不利于提高催化性能,最佳催化性能在一定溫度區間范圍內體現。
(3)空速過大大,會導致一部分催化燃燒器中的有機廢氣尚未與催化劑充分接觸即被帶離反應器,催化反應不充分,從而影響催化性能。
來源:北極星VOCs在線
